
ລາຍລະອຽດດ່ວນ
ເງື່ອນໄຂ: ໃໝ່
ຈໍານວນຕົວແບບ: AL-XG2230
ແຮງດັນໄຟຟ້າ: 380V
ພະລັງງານທີ່ໃຫ້ຄະແນນ: 7.5kw
ຂະໜາດ (L*W*H): 1200*6000mm
ນໍ້າ ໜັກ: 1200kg
ການຢັ້ງຢືນ: ISO9001
ການຮັບປະກັນ: ໜຶ່ງ ປີ
ມີການບໍລິການຫລັງການຂາຍ: ວິສະວະກອນທີ່ມີໃຫ້ບໍລິການເຄື່ອງຈັກຢູ່ຕ່າງປະເທດ
ແກນ: 3/4/5
ເສັ້ນຜ່າສູນກາງທໍ່ຕັດ: 50-600mm
ຮູບແບບການຕັດ: Flame/Plasma
ພະລັງງານ Plasma: ເຢຍລະມັນ Ruiduncnc
ປະເພດ: ເຄື່ອງຕັດທໍ່ Plazma
ຄວາມແມ່ນຍໍາຕັດ: 0.5mm
ຮູບແບບການໂອນ: USB disk
ຕົວກໍານົດການດ້ານວິຊາການ
ພາລາມິເຕີ | ໜ່ວຍ | ຂໍ້ສັງເກດ | |
| ໄລຍະການຕັດທີ່ມີປະສິດທິພາບ | 500-12000 | ມມ | ສາມາດປັບແຕ່ງໄດ້ |
| ເສັ້ນຜ່າສູນກາງການຕັດ | 50–600 | ມມ | ສາມາດປັບແຕ່ງໄດ້ |
| ຄວາມຫນາຕັດ | 3–25 | ມມ | ສາມາດປັບແຕ່ງໄດ້ |
| ຄວາມໄວສູງສຸດໃນແນວຕັ້ງ | 10 | m/ນທ | |
| Chuck rotation ຄວາມໄວສູງສຸດ | 15 | r/ນາທີ | |
| ຄວາມຍາວຕໍ່າສຸດຂອງສິ່ງເສດເຫຼືອ | 50 | ມມ | |
| ອຸນຫະພູມສະພາບແວດລ້ອມ | -10—+40 | ລະດັບ | |
| ແກນທັງໝົດ | 5 | ແກນ | |
| ໄຟສາຍຍົກສູງສຸດ | 350 | ມມ | |
| ຄວາມຫນາຕໍາ່ສຸດທີ່ | 2 | ມມ | |
| ຮູບແບບການຕັດ | Plasma/flame | ||
| ການເຄື່ອນໄຫວຕາມລວງຍາວ | ອັດຕະໂນມັດ | ||
| ຮອງຮັບໂໝດປັບຄວາມສູງຂອງວົງເລັບ | ແມນນູ | ||
| ໄລຍະຫ່າງຕໍາ່ສຸດທີ່ລະຫວ່າງວົງເລັບສະຫນັບສະຫນູນ | 250 | ມມ | |
| ຈໍານວນຂອງວົງເລັບສະຫນັບສະຫນູນ | 3 |
ທໍ່ ເຄື່ອງຕັດ Plazma ລະບົບກົນຈັກ
1) ການເຄື່ອນໄຫວເສັ້ນທີ່ plasma ຫຼື flame torch ເຮັດຕາມແກນທໍ່ທີ່ຍັງບໍ່ໄດ້ປຸງແຕ່ງ (Ⅰaxis -X-axis): servo motor ຂັບລົດວົງເລັບຕາມລວງຍາວໂດຍ reducer ເພື່ອຍ້າຍຫົວຂອງ torch ແລະ torch ໃນ rail ຕາມລວງຍາວ.
2) ການເຄື່ອນໄຫວຍົກຂອງ plasma ຫຼື flame torch (Ⅱ axis -z axis): servo motor pushes ຫົວ torch ແລະ torch ຂອງຕົນໂດຍຜ່ານ reducer ເພື່ອຮັບຮູ້ການເຄື່ອນໄຫວຍົກ.
3) Jigging motion ທີ່ plasma ຫຼື flame torch ເຮັດຕາມແກນທໍ່ທີ່ຍັງບໍ່ໄດ້ປຸງແຕ່ງ (Ⅲ axis - A axis): servo motor ຂັບ torch ຫົວແລະ torch ຂອງຕົນໂດຍຜ່ານ reducer ເພື່ອຫັນເປັນຕະຫຼອດ.
4) Jigging motion ທີ່ plasma ຫຼື flame torch ເຮັດຕາມແນວຕັ້ງຂອງທໍ່ທໍ່ທີ່ຍັງບໍ່ໄດ້ປຸງແຕ່ງ (axis-B-axis): servo motor ຂັບຫົວ torch ແລະ torch ຂອງຕົນໂດຍຜ່ານ reducer ຫັນໄດ້ຕະຫຼອດ.
5) ການເຄື່ອນໄຫວ rotary ຂອງທໍ່ທີ່ຍັງບໍ່ໄດ້ປຸງແຕ່ງ (V axis-W ແກນ): servo motor ຂັບ chucks ເພື່ອເຮັດໃຫ້ທໍ່ເຫຼັກເພື່ອເຮັດໃຫ້ການເຄື່ອນໄຫວ rotary.
6) Reducer ໄດ້ຮັບຮອງເອົາເຄື່ອງມື planetary ຄວາມແມ່ນຍໍາສູງ, ເພື່ອຮັບປະກັນຄວາມແມ່ນຍໍາສູງຂອງລະບົບສາຍສົ່ງ
7) ຜູ້ສະຫນັບສະຫນູນທໍ່ໄດ້ຮັບຮອງເອົາດ້ວຍມື cranked ລໍ້ເຄື່ອນຍ້າຍກອບທີ່ມີຄວາມສູງປັບສູນ
ຫນ້າທີ່ຕົ້ນຕໍຂອງທໍ່ ເຄື່ອງຕັດ Plazma
- 1.ທໍ່ຕັດທຸກບ່ອນ, ປາກຊື່ຫຼື bevel
- 2.Pipe ທຸກແຫ່ງຫົນ orthogonal, oblique, eccentric ປະສົມປະສານຂອງ curves intersecting ໂຄງການຮັງຂຸມ.
- 3.Pipe ທຸກແຫ່ງຫົນ orthogonal, oblique, eccentric ຕັດເສັ້ນໂຄ້ງເສັ້ນກົງແລະ bevel ຕັດ.
- 4.Parameterized ປະເພດຂອງຮູບພາບເສັ້ນໂຄ້ງຕັດກັນ.
- 5. ຂະບວນການຕັດອັດຕະໂນມັດຢ່າງເຕັມສ່ວນ
- 6.Simulations ແລະການຕັດຂະບວນການສະແດງ synchronization.
- 7.Kerf ການຊົດເຊີຍອັດຕະໂນມັດ
- 8.Pause, ສືບຕໍ່ຕັດແລະຂະບວນການຕັດການເລັ່ງ / deceleration ການຄວບຄຸມ.
- 9.Automatic arc, perforation ອັດຕະໂນມັດ, ການປັບຄວາມສູງອັດຕະໂນມັດ
- 10.Midway breakpoint site ປ້ອງກັນຄວາມຊົງຈໍາ
- 11.Each shaft ຄວບຄຸມສະຖານທີ່ອັດຕະໂນມັດ.
- 12.ຂະບວນການເຮັດວຽກຂອງການວິນິດໄສຄວາມຜິດອັດຕະໂນມັດແລະປຸກ
ການນໍາໃຊ້ທໍ່ ເຄື່ອງຕັດ Plazma
ຖືກນໍາໃຊ້ເພື່ອຕັດທໍ່ຫນາແລະທໍ່ຂອງເຫລໍກຄາບອນ (ແປວໄຟ), ເຫຼັກສະແຕນເລດ, ເຫຼັກໂລຫະປະສົມ, ອາລູມິນຽມ, ແລະວັດສະດຸໂລຫະອື່ນໆ, ນໍາໃຊ້ໃນພື້ນທີ່ລວມທັງການກໍ່ສ້າງເຮືອ, ເຮືອຄວາມກົດດັນ, ຍານອາວະກາດ, ການກໍ່ສ້າງຂົວ, ໂຄງສ້າງເຫຼັກກ້າ, ພະລັງງານເອເລັກໂຕຣນິກແລະ. ເຄື່ອງຈັກວິສະວະກໍາ.
ລະບົບວົງຈອນອາຍແກັສ
ອຸປະກອນປ່ຽງ solenoid pneumatic ໃຊ້ອິຕາລີ, ປ່ຽງຍີ່ຫໍ້ໄຕ້ຫວັນ, ອົງປະກອບທີ່ມີຄຸນນະພາບສູງແລະສາຍອາຍແກັສ. ອີງຕາມການອົກຊີເຈນ, ລັກສະນະການຕັດກ໊າຊ, ຄວາມໄດ້ປຽບຂອງການອອກແບບລະບົບ pneumatic ປະສົມປະສານຂອງອຸດສາຫະກໍາດຽວກັນ, ລະບົບເສັ້ນທາງອາຍແກັສອັດຕະໂນມັດສໍາລັບການ preheating ໄວ, perforation, ການແປງອັດຕະໂນມັດປະສິດທິພາບສູງແລະປະຫຍັດພະລັງງານແລະຄວາມຕ້ອງການພະລັງງານປະສິດທິພາບສູງອື່ນໆ.
- 5.1 ລະບົບວົງຈອນອາຍແກັສສໍາລັບຮູບແບບການລວບລວມອາຍແກັສສູນກາງ, ຄວບຄຸມໂດຍ dashboard ວົງຈອນອາຍແກັສ.
- 5.2 Plasma ທີ່ໃຊ້ຕົວຄວບຄຸມຄວາມສູງແຮງດັນຂອງ Arc ຈະປັບຄວາມສູງຂອງໄຟອັດຕະໂນມັດເພື່ອຮັບປະກັນຄວາມປອດໄພແລະປະສິດທິພາບໃນເວລາທີ່ການຕັດ.
- 5.3 ລະບົບວົງຈອນອາຍແກັສທີ່ມີການປ່ຽນອັດຕະໂນມັດຂອງຄວາມກົດດັນສູງແລະຕ່ໍາ, ຫນ້າທີ່ປ້ອງກັນ backfire, ຮັບປະກັນການຕັດທີ່ປອດໄພແລະປະສິດທິພາບ.
ທໍ່ ເຄື່ອງຕັດ Plazma ສະພາບແວດລ້ອມການເຮັດວຽກ
- 6.1.Plasma ຕ້ອງການອາກາດອັດບໍ່ຫນ້ອຍກ່ວາ 0.8MP.
- 6.2.ອຸນຫະພູມ : -5°C ~45°C
- 6.3 ຄວາມຊຸ່ມຊື່ນພີ່ນ້ອງ : ≤0.95
ຜະລິດຕະພັນທີ່ກ່ຽວຂ້ອງ
 ເສັ້ນຜ່າສູນກາງຂອງທໍ່ແມ່ນ 30 ຫາ 300 ເຄື່ອງຕັດທໍ່ cnc ແບບພະກະພາ
ເສັ້ນຜ່າສູນກາງຂອງທໍ່ແມ່ນ 30 ຫາ 300 ເຄື່ອງຕັດທໍ່ cnc ແບບພະກະພາ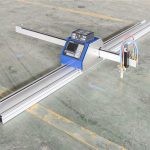 ເຫຼັກ / ໂລຫະຕັດເຄື່ອງຕັດ plasma cnc ລາຄາຖືກ 1530 jinan ສົ່ງອອກ cnc ທົ່ວໂລກ
ເຫຼັກ / ໂລຫະຕັດເຄື່ອງຕັດ plasma cnc ລາຄາຖືກ 1530 jinan ສົ່ງອອກ cnc ທົ່ວໂລກ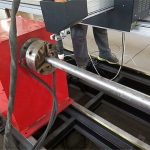 ເຄື່ອງຕັດ plasma ຫລອດຫລອດໄຟ
ເຄື່ອງຕັດ plasma ຫລອດຫລອດໄຟ ເຄື່ອງຕັດ plasma ຫຼຸດລາຄາ
ເຄື່ອງຕັດ plasma ຫຼຸດລາຄາ ເຄື່ອງຕັດ plasma cnc ແບບພະກະພາ, ເຄື່ອງຕັດອາຍແກັສ plasma flame
ເຄື່ອງຕັດ plasma cnc ແບບພະກະພາ, ເຄື່ອງຕັດອາຍແກັສ plasma flame ເຄື່ອງຕັດ plasma cnc ແບບພົກພາ, ອາຍແກັສ, ແປວໄຟ, ເຄື່ອງຕັດໂລຫະເຈັ້ຍ oxgen ກັບ THC
ເຄື່ອງຕັດ plasma cnc ແບບພົກພາ, ອາຍແກັສ, ແປວໄຟ, ເຄື່ອງຕັດໂລຫະເຈັ້ຍ oxgen ກັບ THC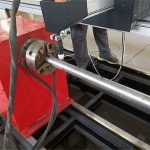 ເຄື່ອງຕັດທໍ່ໂລຫະປະເພດແບບພົກພາ ໃໝ່ 2018, ເຄື່ອງຕັດທໍ່ໂລຫະ cnc
ເຄື່ອງຕັດທໍ່ໂລຫະປະເພດແບບພົກພາ ໃໝ່ 2018, ເຄື່ອງຕັດທໍ່ໂລຫະ cnc ເຄື່ອງຕັດໂລຫະແຜ່ນ / ເຄື່ອງຕັດ plasma cnc ລາຄາ 1325 ລາຄາ
ເຄື່ອງຕັດໂລຫະແຜ່ນ / ເຄື່ອງຕັດ plasma cnc ລາຄາ 1325 ລາຄາ ເຄື່ອງຕັດ plasma oxygen acetylene cnc plasma ສາຍໄຟ 220v / 110v
ເຄື່ອງຕັດ plasma oxygen acetylene cnc plasma ສາຍໄຟ 220v / 110v cg1-30 ເຄື່ອງຕັດນ້ ຳ ມັນອາຍແກັສທີ່ມີຄຸນນະພາບດີ
cg1-30 ເຄື່ອງຕັດນ້ ຳ ມັນອາຍແກັສທີ່ມີຄຸນນະພາບດີ